機加工非標CNC加工中下刀問題十分多時候,鳘刀剛銑時,吃走刀的量都較為大,非常容易造成刀斷,彈刀,這時候能夠先將進刀位開粗或是鳘刀抬刀走,或是晝在料外面下刀,總而言之要考慮到(consider)這個問題(Emerson)。CNC加工加工中心走刀加工線路指車床車刀從對數控刀點(或機床固定不動起點)剛開始健身運動起,直到回到該點并完畢加工程序流程所歷經的相對路徑,包含切削加工的相對路徑及刀具選擇、切出來等非切削空行程安排相對路徑。
東莞市CNC加工多種類、小大批量生產狀況下生產率較高,能降低生產現場管理、機床調節和工藝流程檢測的時間,并且因為應用最好切削量而降低了切削時間。搶刀,彈刀,掉刀當加工量較為大時,刀夾得過長,刀很小常常會產生這類狀況(Condition)。加工量較為大,非常是濃度值下刀較多時,非常容易產生,如光側邊深層H=50毫米直徑3/4刀,我們可以分25mm二次加工,就不易產生。刀具夾得過長,刀具裝得長度對加工很重要,應盡可能夾裝短一些,新手都很容易忽視這個問題(Emerson),程序流程(procedure)紙上一定要標出刀具的夾裝長短。
拐角時很容易搶刀,處理的方法是先加小一點的刀層次將角清過,再換大的刀光側邊。象如圖所示直徑8的半圓形槽,如立即用R4的刀加工,下刀部位(position),就很容易搶刀,處理的方法是
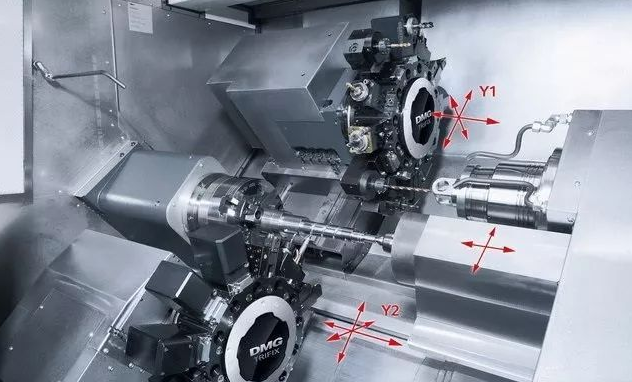
(1) 用R3走掃描儀精雕軟件(2)在機加工非標CNC加工中先用R3開粗,最終用R4的刀清角光刀。CNC電腦鑼加工是一種配有程序流程自動控制系統的自動化技術機床。該自動控制系統可以邏輯性地解決具備操縱編號或別的標記命令要求的程序流程,并將其譯碼器,進而使機床姿勢并加工零件.又稱為CNC或數控機床機床。
東莞兆恒機械17年專注與沉淀完善的供應鏈體系,擁有100多臺Top10國際一線品牌CNC數控加工中心與完善的檢測設備,滿足客戶對零件精密的要求;擁有人均20年經驗的工程師團隊,具備強大的研發、設計、生產、組裝能力,為醫療、半導體、自動化、汽車、光學等不同領域客戶提供工業配套一站式服務,歡迎來圖定制!